联系人:徐经理
手机:18395837668
网址:www.nbbLxx.com
地址:宁波市北仑区北仑小港桥头严1号
流水线的调节和提升:
流水线在生产制造中饰演关键的人物角色,调节提升流水线对商品的品质和生产制造的高效率有非常好的功效,是公司迫不得已关心的话题讨论。
1.调节和提升流水线第 一站的作业時间,及多长时间放一片板子,此为达到生产规划量所务必的资金投入cycle時间。但在事实上,瓶颈站的作业時间必定超过第 一站,第 一站一定并不是瓶颈站,因此第 一站不一定会彻底依规定的cycle時间去资金投入,由于瓶颈站已拖慢他的速率,故从管理方法的视角看来,要的确规定第 一站作业者依要求速率资金投入。流水线的输送带速率也可反计算出来日生产量,下边为输送带速度的公式:
输送带的pitch時间=小型喷漆流水线设备整日的工作时间/日生产量*(1+不合格率)
输送带的速率=记号间距间距/输送带的pitch時间
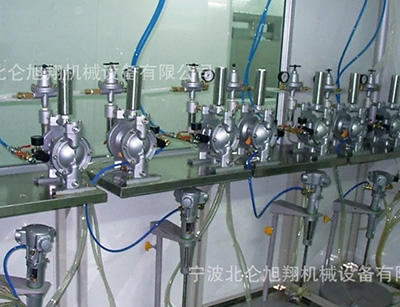
说白了记号间距间距,喷漆流水线链条厂家在流水线的传动带上所做的记号间的间距,期待作业者依记号流过的速率进行作业并置放在传动带网上;但炼根线并沒有做记号,就以板子的长短作为记号间距间距。为什么要用输送带?除开运输物件外,也有半强制性作业者依方案进行作业的作用,但并不是一味地加速去试一试,而应依以上公式计算去测算求取。
2.观查流水线上哪一站是瓶颈站:
(1)始终忙个不断的站;
(2)老是将板子往后面拉的站;
(3)从该站逐渐,本来一片然后一片的板子,正中间发生了间距。